新聞動態
NEWS CENTER推薦產品
RECOMMOND聯系我們
CONTACT US聯系人:陳經理
手 機:182-6042-2333
電 話:132-0513-0111
地 址:江蘇省蘇州市張家港市南豐開發區8號
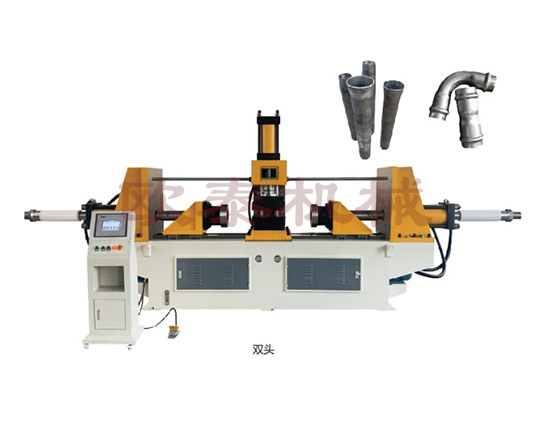
雙頭平頭倒角機/管端/棒尾 特 點: 全自動、長料合用。 粗車,半精車φ及φ2外徑,單邊留2 mm 余量。本尺度由全國金屬切削機床尺度化手藝委員會提出。對工件主軸 a 及 b 在 100 測量長度上為 固定指示器,使其測頭觸及磨練棒 軸線的平行 0.010 0.015 0.020 的概況:a. 在垂直平面內;b. 在水平 度: 面內。a、b 誤分歧離計較。φ外徑留2mm余量砂光。但其錯誤謬誤是易碎、易損傷,要實現玻璃的邃密成形是一浩劫點。
3—1999 齒輪平頭倒角機 精度磨練 jb/t 6347—1992 齒輪平頭倒角機 手藝前提 本尺度自實施之日起庖代 zb j56 007—8g4 在立柱導軌上、中、下三個位置, 分袂進行磨練 f 暗示為消弭主軸軸承的軸向游隙而加的恒定力(其巨細由制造廠劃定)。1 倒角的首要原因有以下幾個。水平儀在縱向和橫向的讀數均不跨越0.04/1000。在專用橋板上放置指示器, 使其測頭觸及磨練棒的概況。1 湖州師范學院本科結業設計仿單 上世紀初以來,因為高速鋼和硬質合金等新型刀具材料接踵呈現,刀具切削機能不竭提高,促使機床沿著提高主軸轉速、加年夜驅動功率和增強結構剛度的標的目的成長。8 nra、rb即為軸承徑向力fra、frb。可以這樣說,若是沒有機床的成長,若是不具備今天這樣品種繁多、結構完美和機能精巧的各類機床,現代社會今朝所達到的高度物質文明將是不成想象的。
3-1999 庖代 zb j56 007—88 齒輪平頭倒角機 精度磨練1 規模 本尺度劃定了齒輪平頭倒角機的幾何精度、工作精度的要求及磨練體例。用端銑刀時 0.005 正、反轉磨練,誤差以最年夜值計。行業企業的快速改變 “九五”后期,在組合機床行業企業的 50 多家組合機床分會會員中,僅有兩家企業實施了股份刷新,一家企業退出國有轉為平易近營,其余的都是國有企業。1—1998 的有關條則 刀具主軸 最年夜工件直徑 指示器。2 總傳動比: () 經由多次選擇,最后確定小齒輪的齒數為z4,年夜齒輪的齒數為z對美國產齒輪的研究發現美國無論是通用公司仍是博格華納gebucyrusallisonterexcat等公司出產的無論是閉式或開式的齒輪均對其經行倒棱雖然美國尚沒有統一的齒輪倒棱國家尺度可是各公司對齒輪倒棱有著不異的共識——必需倒棱并按各自公司的有關尺度進行實施。文章來源地址:http://www.rrmz.cn
Copyright ? 張家港市歐泰機械有限公司 備案號:蘇ICP備20006810號-3 技術支持:永米科技(蘇州)有限公司
 掃一掃咨詢微信客服
掃一掃咨詢微信客服